






































Решение «под ключ» на базе вращающихся точечных триангуляционных датчиков для бесконтактного измерения геометрических параметров кованых оcей, труб, полых валов и т.п.

Серия РФ096-20/143-63/180-550

3D лазерная сканирующая система для контроля формы кованых осей. Спецификация
Серия РФ096-20/143-63/180-550
| Параметр | Значение | |
| Диапазон измерения внутреннего диаметра, мм | 20...143 | |
| Погрешность измерения внутреннего диаметра, мм | ±0,05 | |
| Диапазон измерения внешнего диаметра, мм | 63...180 | |
| Погрешность измерения внешнего диаметра, мм | ±0,1 | |
| Пространственное разрешение, точек/оборот | 2048 | |
| Диапазон глубины сканирования, мм | 0...550 (программируемый параметр) | |
| Минимальное расстояние между измеряемыми сечениями, мм | 0,5 (программируемый параметр) | |
| Погрешность линейного перемещения, мм | ±0,05 | |
| Частота выборки лазерного датчика, макс, Гц | 9400 | |
| Источник излучения | красный полупроводниковый лазер, длина волны 660 нм |
|
| Выходная мощность, мВт | <1 | |
| Класс лазерной безопасности | 2 (IEC60825-1) | |
| Интерфейс | Ethernet, RS485 | |
| Напряжение питания, В | 220 | |
| Вес, кг | 77 | |
Комплектность поставки
| Обозначение | Наименование | Наименование | |
| РФ015.00.000 | Система контроля геометрических параметров | 1 | |
| РФ333.90.009 | Интерфейсный кабель Ethernet EL0401 (RJ45-RJ45) | 1 | |
| РФ058.90.011 | Интерфейсный кабель RS485 EL1001 (DB-9M-DB-9F) | 1 | |
| РФ333.80.012-001 | Адаптер интерфейса RS485-USB EL0101 | 1 | |
| Кабель питания 220В 1,8 м (SCZ-1 BM) | 1 | ||
| Руководство по эксплуатации | 1 | ||
Работа системы основана на принципе сканирования внутренней и внешней поверхностей изделия вращающимся триангуляционными лазерными датчиками.
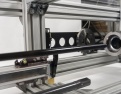
Система содержит раму 1, на которой установлены линейные направляющие 2, 3, несущие каретку 4. На каретке 4 размещен модуль вращения 5 со стержнями 6 и 7. Стержень 6 размещен по оси модуля вращения 5, а стержень 7 - с радиальным сдвигом. Стержни 6 и 7 несут триангуляционные лазерные датчики 8, 9. Система содержит также калибровочный шаблон 10, размещенный на поворотной балке 11. На торцевой панели системы расположены: разъем для подключения питания 12, разъемы интерфейсов Ethernet 13 и RS485 14, кнопка включения питания 15. На противоположной панели располагается отверстие 17 для установки измеряемой детали. Кнопка аварийной остановки системы - 16.

Рисунок 1
Компоновка лазерых датчиков показана на рисунке 2, где 18 - ось вращения системы, красным цветом показаны рабочие диапазоны датчиков. Особенностью лазерной головки 8 является то, что, с целью достижения требуемой точности в широком диапазоне измерения, рабочий диапазон разбит на два поддиапазона и головка содержит два триангуляционных датчика с единым лазерным лучом.

Рисунок 2
Положение детали при сканировании показано на рисунке 3, где 19 - измеряемая деталь.

Рисунок 3
Система работает следующим образом.
Измеряемая деталь устанавливается так, чтобы ось детали совпадала с осью
вращения датчиков. По команде оператора лазерные датчики приводятся во вращение и
перемещаются в направлении детали. Датчик 8 измеряет расстояние до внутренней
поверхности, а 9 - до внешней поверхности детали синхронно с углом поворота.
Диапазон перемещения и шаг измеряемых поперечных сечений задаются
программно.
Полученные радиальные координаты поверхностей передаются в компьютер
для расчета требуемых геометрических параметров.
3D лазерная сканирующая система для контроля формы кованых осей
https://cloud.riftek.com/s/gpWjCgy3n4egjkr
RF096-IDmin/IDmax-ODmin/ODmax-L
| Символ | Описание | |
| IDmin/IDmax | Диапазон измеряемых внутренних диаметров, мм. | |
| IDmin/IDmax | Диапазон внешних диаметров, мм. | |
| L | Диапазон внешних диаметров, мм. | |
Примечание: погрешность измерения параметров оговаривается отдельно.