

































В процессе работы внутренняя поверхности горелки подвергается износу. Для предотвращения аварийных ситуаций периодические необходимо выполнять замеры величины износа. До настоящего времени такого рода контроль проводится ручными измерительными инструментами, однако такие измерения очень затратны по времени, не технологичны и не предоставляют требуемого объема достоверной информации.
Автоматизированная лазерная система предназначена для создания полной компьютерной 3Д модели внутренней поверхности горелки и расчета степени износа с высокой точностью и разрешением.

Серия РФ096-440/1440-2000



Инспекционная машина внутренней поверхности угольной горелки. Спецификация
| Параметр | Значение | |
| Диапазон измерения внутреннего диаметра, мм | 440...1440 | |
| Погрешность измерения внутреннего диаметра, мм | ±0,5 | |
| Пространственное разрешение, точек/оборот | 2008 | |
| Диапазон глубины сканирования, мм |
0...2000 (программируемый параметр) |
|
| Минимальное расстояние между измеряемыми сечениями, мм |
1 (программируемый параметр) |
|
| Погрешность контроля линейного перемещения, мм | ±0,1 | |
| Частота выборки лазерного датчика, макс, Гц | 9400 | |
| Источник излучения |
красный полупроводниковый лазер, длина волны 660 нм |
|
| Выходная мощность, мВт | <1 | |
| Класс лазерной безопасности | 2 (IEC60825-1) | |
| Интерфейс | Wi-Fi | |
| Напряжение питания, В | Аккумуляторы 12V | |
| Вес, кг | 77 | |
Основные характеристики программного обеспечения
Программное обеспечение предназначено для:
- параметризации системы и управления процессом сканирования;
- калибровки системы;
- формирования 3D-модели объекта на основе данных, полученных при сканировании;
- визуального просмотра 3D-модели;
- сравнение моделей, полученных в разные моменты времени;
- сравнения полученной модели с идеальной;
- расчета величин отклонения формы (степени износа поверхности) выбранных моделей;
- расчета параметров окружности в любом поперечном сечении объекта, а именно диаметра ( среднего, максимального, минимального), овальности, округлости;
- сохранения, чтения и экспорта данных.
Работа системы основана на принципе сканирования внутренней поверхности изделия вращающимся триангуляционным лазерным датчиком.
Основные узлы системы, готовой к работе, показаны на рисунке, где 1 - установочная рама, 2 - направляющая, 3 - центратор, 4 - лазерный сканирующий модуль, 5 - поверхность печи; планшет для управления системой не показан.

Рама 1 крепится к торцу печи 5. Направляющая 2 проходит вдоль оси печи и с одной стороны опирается на раму 1, а с другой - на центратор 3. Сам центратор устанавливается на коническую поверхность участка печи. Сканирующий лазерный модуль 4 размещается на направляющей 2.
Система работает следующим образом:
По команде с планшета лазерный датчик сканирующего модуля 4 приводится во вращение, а сам модуль перемещается по направляющей 2. Лазерный датчик измеряет расстояние до поверхности печи. Полярные координаты точек поверхности печи (расстояние до поверхности, измеренное лазерным датчиком и угол поворота датчика, измеренный встроенным энкодером), синхронизированные с линейным положением модуля, передаются в компьютер. Программа строит 3D-модель внутренней поверхности, по которой рассчитываются требуемые геометрические параметры и степень износа.
Лазерный сканирующий модуль
Основные узлы лазерного сканирующего модуля показаны на рисунке, его габаритные размеры показаны на рисунках ниже:
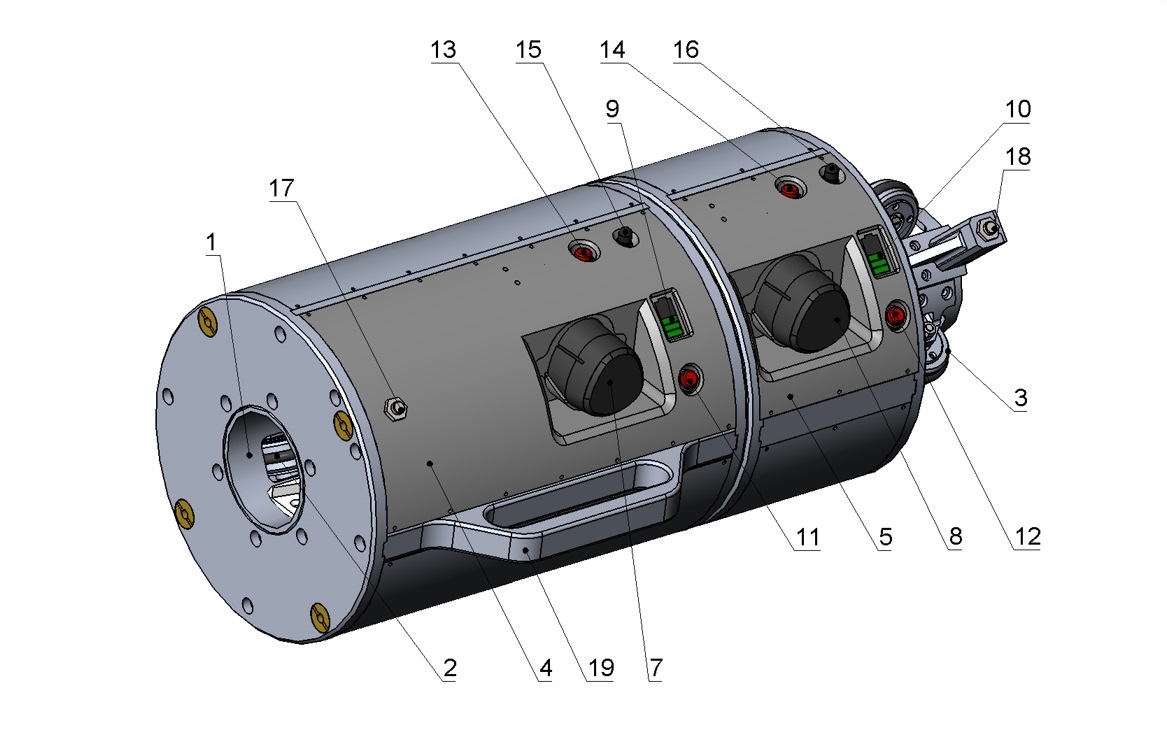
где:
1 - несущая втулка;2,3 - системы колес, установленные на втулке 1. Одно из колес оснащено энкодером (не показан) для контроля линейного положения модуля;
4 - блок линейного перемещения;
5 - блок вращения;
6 - лазерный датчик, установленный на блоке 5;
7,8 - аккумуляторные батареи блоков 4 и 5 соответственно;
9,10 - индикаторы заряда батарей;
11,12 - кнопки контроля индикации заряда;
13,14 - кнопки включения питания;
15,16 - антенны Wi-Fi;
17,18 - концевые датчики;
19,20 - ручки для переноски модуля.

Установочная рама
Основные элементы установочной рамы показаны на рисунке ниже.
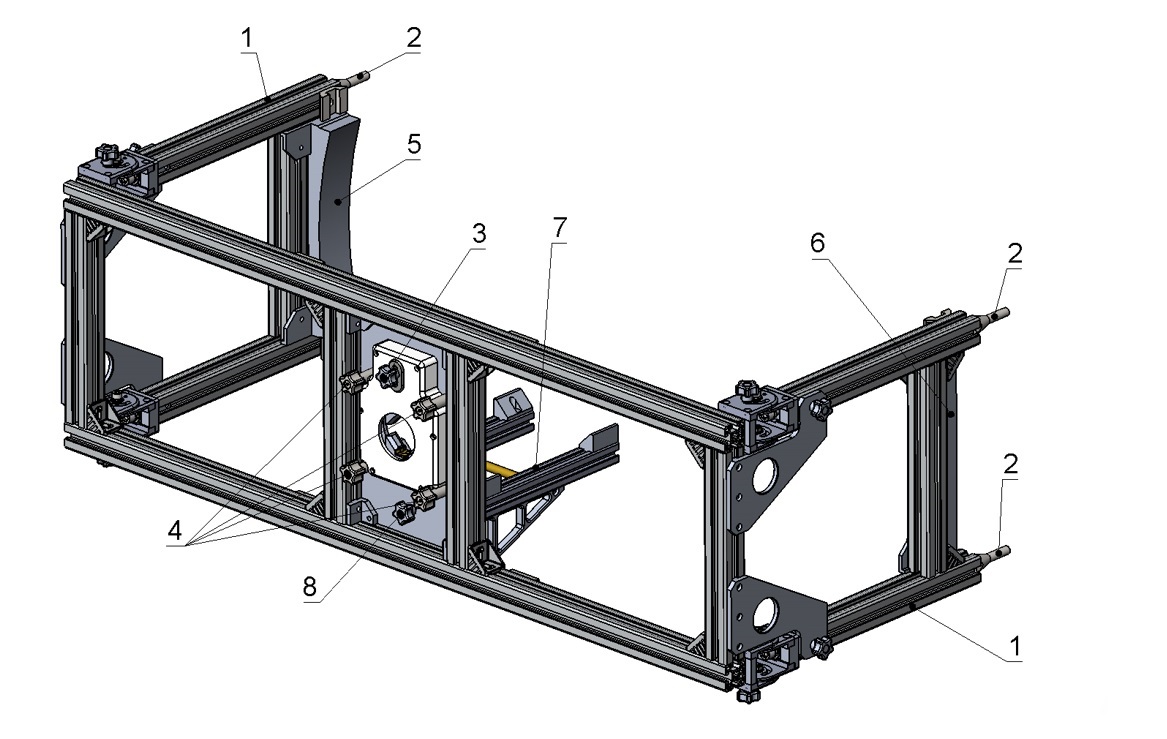
где:
1 - складные ноги;2 - винты крепления к торцу печи;
3 - винт регулировки верхней части разрезной призмы для установки направляющей;
4 - четыре винта крепления сканирующего модуля;
5, 6 - калибровочные блоки;
7 - съемный стапель;
8 - винт крепления стапеля.
Направляющая и центратор
Вся направляющая собирается из трех звеньев, на одном из торцов направляющей устанавливается центратор.Принцип сборки поясняется рисунком:

Инспекционная машина внутренней поверхности угольной горелки.
Демонстрационное видео.
https://cloud.riftek.com/s/GY4pN2gKQ3Ejpir
RF096.Burner-IDmin/IDmax-L
| Символ | Описание |
| IDmin/IDmax | Диапазон измеряемых внутренних диаметров, мм. |
| L | Диапазон глубины сканирования, мм. |