










Автоматизированная система контроля геометрии ламинатных туб РФ092

Автоматизированная система контроля геометрии ламинатных туб РФ092
| Параметр | Значение |
| Измеряемые диаметры, мм | 13...50 |
| Точность измерения диаметра, мкм | ± 10 |
| Диапазон толщины стенки, мм | 0,05...0,5 |
| Точность измерения толщины стенки и шва, мкм | ± 5 |
| Точность измерения длины тубы, мм | ±0,1 |
| Интерфейс к ПК | Ethernet |
| Напряжение питания | 220 V |
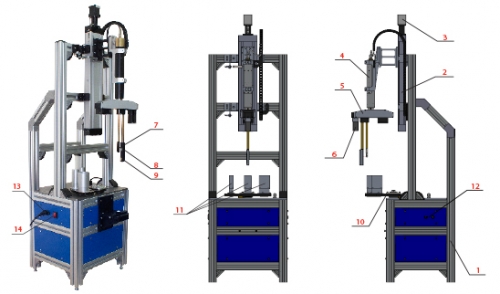
Система состоит рамы 1, на которой установлена система линейного перемещения 2 с шаговым двигателем 3. Система перемещения несет из вращающийся модуль 4 со встроенным двигателем и энкодером (не показан). Трехпозиционный модуль линейного перемещения 5 с двигателем 6 размещен на модуле вращения. Модуль 5 состоит из трех лазерных триангуляционных датчиков. Лазерный датчик 7 предназначен для сканирования внутренней поверхности тубы, лазерные датчики 8 и 9 предназначены для контроля внешней поверхности. Линии измерения датчиков 7 и 8 совпадают. Для того чтобы устранить влияние датчиков друг на друга при сканировании полупрозрачных пленок датчик 8 оснащен синим лазером, а датчик 7 — красным. В состав системы входит вращающийся стол 10, на котором установлены три калибровочных цилиндра 11, предназначенные для автоматической калибровки системы. Также показаны интерфейсный разъем 12, разъем питания 13 и кнопка включения питания 14.
Туба (не показана) помещается в позицию измерения под лазерными датчиками таким образом, чтобы ось тубы совпадала с осью вращающегося модуля 4.
Для достижения требуемой точности, измерительный диапазон лазерных датчиков не должен превышать 5 мм, таким образом, возможный диапазон диаметров туб (20...50 мм) делится на 3 поддиапазона (20...30, 30...40 и 40...50 мм). В зависимости от диаметра тубы модуль 5 помещает датчик в одну из трех возможных измерительных позиций (возможны три положения радиального смещения датчиков датчиков относительно оси вращения модуля 4 ). Линейная система перемещения 2 опускает лазерные датчики вниз. Во время перемещения датчик 9 определяет край тубы (начало измерения длины тубы), после этого датчики 7 и 8 также определяют край тубы.
После регистрации верхнего края тубы система перемещает датчики в положение контроля формы тубы (10 мм от края).
Модуль 4 вращает модуль с датчиками 5. Датчики измеряют расстояние до внешней и внутренней поверхности тубы. Измеренные данные передаются в компьютер, где рассчитываются толщина стенок, параметры шва и форма тубы.
После завершения полного оборота система 2 подает лазерные датчики вниз и датчик 9 измеряет длину тубы.
Датчики поднимаются в верхнюю позицию, и измерительный цикл повторяется для следующей тубы.
Автоматизированная система контроля геометрии ламинатных туб
https://cloud.riftek.com/s/dSR9aDctJNCRHJn