





Измерительная машина предназначена для бесконтактного сканирования и измерения внутреннего диаметра, овальности, округлости труб, втулок, отверстий, туб и т.д.
Область применения — крупносерийное производство.

RF096-32/42-80

Машина для измерения внутреннего диаметра труб RF096-32/42-80
| Параметр | Значение |
| Диапазон измерения диаметра, мм | 32...42 |
| Погрешность измерения диаметра, мкм | ± 5 |
| Глубина измеряемого отверстия, мм | ≤ 80 |
| Погрешность линейного перемещения, мкм | ±20 |
| Количество измеряемых сечений | не ограничивается (задается программно) |
| Цикл измерения для четырех сечений, с | 13 |
| Интерфекс к ПК | Ethernet |
| Напряжение питания | 220В |
| Габаритные размеры, мм | 680x150x120 |
Работа машины основана на принципе лазерного сканирования внутренней поверхности вращающейся втулки точечным триангуляционным датчиком.
Структурная схема машины показана на рисунке 1.
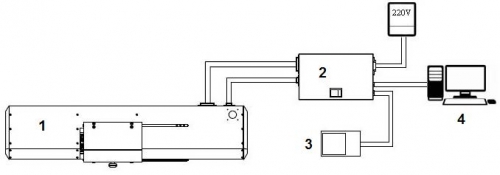
Рисунок 1
- измерительный модуль,
- контроллер с источником питания,
- ножная кнопка,
- компьютер со специализированным программным обеспечением.
Конструкция измерительного модуля показана на рисунке 2 (модуль со снятой крышкой).

Рисунок 2
Измерительный модуль содержит основание, на котором установлены механизм вращения и механизм линейного перемещения. На корпусе модуля установлена сигнальная башня (не показана).
Механизм вращения содержит шаговый двигатель (1), энкодер (2), вал (3) с призмой (4). Передача вращения от шагового двигателя (1) к валу (3) осуществляется с помощью ременной передачи (5). Призма (4) предназначена для установки контролируемой втулки (6) и оснащена двумя пластинчатыми пружинами (7), предназначенными для удержания втулки на призме, а также калибровочным кольцом (8). Установленная втулка должна быть прижата вплотную к опорной пластине (14).
Механизм линейного перемещения содержит направляющие (9), каретку (10), шаговый двигатель (11), концевой выключатель (12). Каретка (10) перемещается с помощью шариковинтовой пары и несет триангуляционный лазерный датчик (13).
Машина работает следующим образом.
Контролируемая втулка (6) устанавливается в призму (4). По команде оператора лазерный датчик перемещается в зону контроля калибровочного кольца, призма (4) приводится во вращение. В процессе вращения лазерный датчик (13) измеряет расстояние до поверхности кольца синхронно с углом поворота, определяемым энкодером (2). По завершении одного оборота призмы лазерный датчик перемещается в следующую позицию контроля и процесс измерения повторяется. Количество сечений контроля диаметра вдоль втулки задается программно.
Полученные таким образом радиальные координаты поверхности калибровочного кольца и контролируемой втулки передаются в компьютер, где рассчитываются требуемые геометрические параметры.
Машина для измерения внутреннего диаметра труб
https://cloud.riftek.com/s/nnAQPkm9H3o9YK4
Воспользуйтесь таблицей обозначений, чтобы заказать машину для измерения внутреннего диаметра труб
РФ096-Dmin/Dmax-L
| Символ | Описание |
| Dmin/Dmax | Диапазон измеряемых диаметров, мм |
| L | Глубина отверстия, мм |